����
�V��ij��˾2�_(t��i)2000m³�ɚ������2000��9�½��ɣ�ͬ��11��Ͷ���\(y��n)��,������(j��)�����É��������z�(y��n)Ҏ(gu��)�̡���Ҫ��,�����Ͷ��һ�����2002��5���M(j��n)�����״��_(k��i)��ȫ��z�(y��n),���ڙz�(y��n)��,��2���ޛ](m��i)�аl(f��)�F(xi��n)����(bi��o)ȱ�ݣ���1���ޅs�l(f��)�F(xi��n)��15̎�����Ѽy,����ȫ�������ڳ�����c�Ϝ؎��Č�(du��)�ӭh(hu��n)�p�ϣ��s5�K��Č��ȷ�����(n��i)��,����(du��)�@һ�����F(xi��n)��,�����ķ������Ѽy�a(ch��n)����ԭ��,�����̎���k�����A(y��)����ʩ��
1 �����Ҫ���g(sh��)����
����ʽ���۰�ʽ�厧��,����,���O���6�K,���ϡ����؎���4�K,�������20�K,��
��(n��i) ����15700 mm��
�� ��28 mm,��
�O(sh��)Ӌ(j��)������1.0 MPa,��
�O(sh��)Ӌ(j��)�ض�:��19����50�棻
�� �|(zh��):�ɚ�(CO2,��CO,��H2��CH4)
�� �|(zh��):16MnR
��(sh��)�H��������:0.6MPa
2 ��ޙz�(y��n)��r
2.1 ���^�z��
��(du��)��ă�(n��i),��������M(j��n)�к��^�z��,�����p������e(cu��)߅�����v�p1.5 mm���h(hu��n)�p2.5 mm,�������Ƕȣ��v�p2.0 mm,���h(hu��n)�p3.0 mm���ڮa(ch��n)���Ѽy�����ϰl(f��)�F(xi��n)�Џ�(qi��ng)���M�b�z���ĺ��̺��E,���m�Ѵ�ĥ,�������صס�ĸ�ı������p���g,��
2.2 �ں�y(c��)��
ÿ�K��y(c��)�傀(g��)�c(di��n),�������ں��28.9 mm����С�ں��27.5 mm,��
2.3 Ӳ�Ȝy(c��)��
��(du��)ÿ�K���ĸ��,�����p����Ӱ�^(q��)���y(c��)һ��(g��)�c(di��n)����HBӲ��ֵ�ݼ�����150��190֮�g,�����ֺ��p����Ӱ푅^(q��)�y(c��)�c(di��n)ƫ��,�����HB300��
2.4 �o(w��)�p�z�y(c��)
2.4.1 �ŷ�̽����MT��
��(du��)��ă�(n��i),������挦(du��)�Ӻ��p,���Ǻ��p�����Ӱ푅^(q��)�M(j��n)����100���Ĵŷ�̽����MT���z�飬���l(f��)�F(xi��n)15̎�����Ѽy,����ȫ��������ͬһ�l�h(hu��n)�p��������c�Ϝ؎��Č�(du��)�ӭh(hu��n)�p�����ۺϾ��������Ӱ푅^(q��)��,���ڼs��K��Č��ȷ�����(n��i)���Ѽy���L(zh��ng)��,��������±���ʾ����λmm����
|
��̖(h��o) |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
�L(zh��ng)�� |
390 |
510 |
40 |
320 |
50 |
530 |
230 |
20 |
70 |
3100 |
210 |
100 |
250 |
80 |
35 |
|
��� |
2.0 |
3.0 |
2.5 |
4.5 |
1.5 |
2.0 |
1.5 |
1.5 |
2.0 |
8.0 |
3.0 |
2.0 |
2.5 |
2.0 |
2.0 |
2.4.2 ����̽����UT���ͧ��侀̽����RT��
��(du��)����匦(du��)�Ӻ��p�M(j��n)����100����UT�z���20����RT�z�飨��272��Ƭ��,�����˴_�J(r��n)MT�l(f��)�F(xi��n)�IJ����Ѽy�⣬߀�l(f��)�F(xi��n)һ̎��(n��i)�Ѽy,���L(zh��ng)55 mm,�������5 mm��һ̎�A��,���L(zh��ng)25 mm,�������3 mm��
3 �Ѽy�a(ch��n)��ԭ�����
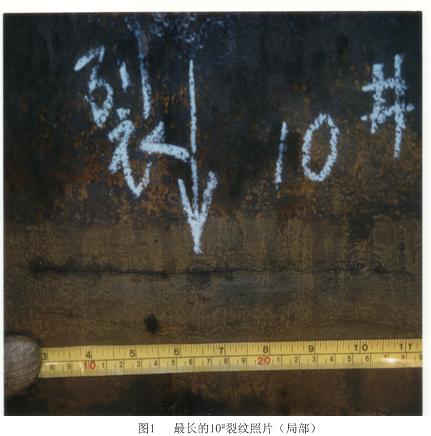
��1���ɂ�(g��)�����ͬһ�Ҍ��I(y��)���˾��ͬһ�r(sh��)������,ʹ�×l������ͬ,����(j��ng)�z�(y��n),��2���ޛ](m��i)�аl(f��)�F(xi��n)����(bi��o)ȱ�ݣ�����,��1���ޅs�ڃ�(n��i)����h(hu��n)�p���^���еذl(f��)�F(xi��n)��15̎�����Ѽy��2̎��(n��i)��ȱ��,�������ǣ�10�����Ѽy�L(zh��ng)�_(d��)3100mm�����_(d��)8mm,���@�Ǻܺ�Ҋ(ji��n)�ĬF(xi��n)��,��
��2�������O(sh��)Ӌ(j��)�����켼�g(sh��)�Y��,���l(f��)�F(xi��n)��ޛ](m��i)���M(j��n)�����w��̎��,���������p��(n��i)�����ܴ����^��Ě�����(y��ng)�������c�ֲ�������(y��ng)��,����Ĥ��(y��ng)����B��,�����_(d��)�����ϵ������O�ޡ��ټ��Ϻ�����|(zh��)�Լ����p�����ДU(ku��)ɢ�������,����(d��o)�������t�Ѽy�Įa(ch��n)��,�����ڰ��b���(y��n)�Օr(sh��)��(j��ng)�z�(y��n)δ�l(f��)�F(xi��n)���Ѽy������ʹ���^(gu��)���Юa(ch��n)���γ���,��ԭ���������c(di��n)��
һ����ޞ�֎��M�b,���h(hu��n)���p�e(cu��)߅���^�y���ƣ���ɏ�(qi��ng)���M�b,��������(y��ng)����,���Ě����ĺ��̷������϶����ڏ�(qi��ng)���M�b�F(xi��n)��,��
���Ǻ��l��ԭ��,�����l��ɜضȺͱ��ؕr(sh��)�g���ܮ�(d��ng)�r(sh��)δ�_(d��)Ҫ��ʹ���^(gu��)���в�ע�Ᵽ��,�����ߺ��p�¿ڱ��汻��Ⱦ��,����ʹ���p���ٵĚ京��ƫ��,��
���Ǻ��ӬF(xi��n)��(ch��ng)�Ĺ����l�����ǰ�A(y��)��ͺ����̎��ض��y�Ա��C,����ʹ���p���ٵĺ���������,��
���Ǻ��p�ۺυ^(q��)����Ӱ푅^(q��)���а�l�R���w�M������ؐ���w�M�����ں�����|(zh��)����H2S������������B����l(f��)���,��
���,�������J(r��n)�������F(xi��n)���Ѽy���|(zh��)��(y��ng)�����ɚ�����ġ������Ѽy����������\(y��n)�г��ښ�����(y��ng)���^��ėl����,��ԓ��Ѽy�ij��F(xi��n)�c�l(f��)չ�@���ஔ(d��ng)?sh��)��͡?/DIV>
4 ȱ�ݵ�̎��
��(du��)��MT�l(f��)�F(xi��n)��ȱ��,����ɰ݆�M(j��n)�д�ĥ̎����ֱ��ȱ������,������ȱ�ݺ�Ĝϲ�,������ȡ�2mm�ߣ������a(b��)��,������ɰ݆�M(j��n)�ЈA���^(gu��)�ɴ�ĥ,���¶Ȟ�1��4,����ĥ��ȣ�2mm�ߣ��t��ֱ��ĥ����ȱ��,�����Ƃ�ɺ����ĺ����¿�,��Ȼ���ú��ӷ������a(b��)�����д�ĥ��λ����(j��ng)MT�z��_�J(r��n)ȱ��������,��
��(du��)��UT,��RT�z��l(f��)�F(xi��n)�ă�(n��i)��ȱ�ݣ��ڃ�(n��i)��(c��)��UT��(zh��n)�_��λ,��Ȼ����ɰ݆��ĥ�ҳ�ȱ��,�����o��MT�z�錢ȱ��������ͬ�Ӵ�ĥ�������¿�,���ú��ӷ����a(b��)��,��
�������a(b��)ʩ���c�(y��n)�գ���(y��n)���(zh��)��GB50094��1998������(ch��)��ʩ�����(y��n)��Ҏ(gu��)���������P(gu��n)Ҏ(gu��)��,��
�a(b��)���ú��Ӳ��Ϟ�E5015,��3.2mm�͚��ͺ��l,����ɜض�350��400�棬��ɕr(sh��)�g2h,�����ضȞ�150��200��,��ֱ�����ӣ����120��150A,��������20��30KJ/cm,�����p��ǰ���A(y��)��ض�150�棬�A(y��)����e�s300mm��300mm��
���á������N���������p�a(b��)������ɵĺ��ӑ�(y��ng)��,��ÿ�ӵ��N���r(sh��)�g��2��3min,��
�w�溸���á��ػ�������
���������M(j��n)�к������̎��,�����ضȞ�200��250��,�����ؕr(sh��)�g1h��
�a(b��)��24h���M(j��n)��MT,��UT��RT�z��,���������P(gu��n)��(bi��o)��(zh��n)Ҏ(gu��)��,��
��(j��ng)�o(w��)�p̽���ϸ�ĺ��p���M(j��n)�оֲ���̎��,����̎����ˇ����(sh��)��
�ػ�ضȣ�625��25����,�����ؕr(sh��)�g120min���ӟ��ٶȣ�300������ȡ60��80�棯h,300�����²���,����s�ٶȣ�300�����ϡ�40��/h,300�����²���,�����õļӟ��O(sh��)������h(yu��n)�t��늼ӟ�壬�ӟ��w�ߴ��890mm��250mm����,��ÿƬ�ӟ����Ĺ��ʞ�10KW,���ӟ��^(gu��)�����ò����ޱ��أ��ß��ż�c�y(c��)�x��ӛ䛱O(ji��n)�y(c��)�ض�,��
5 �Y(ji��)���Z(y��)
��1�� ��������p���F(xi��n)�����t�Ѽy�����ڡ������Ѽy��,�������еĴ�Ӳ�M�����������Լ�һ���đ�(y��ng)��ˮƽ,���@������ľC������,�����γɚ����Ѽy��ԭ��
��2����������������,�����b��횇�(y��n)���(zh��)�й�ˇ��Ҏ(gu��)��Ҫ��,����(y��n)����(qi��ng)���M�b���Ž^�e������,��
��3��2�����1�����������λҲ�г��F(xi��n)�����Ѽy�Ŀ���,������һ�Ιz�(y��n)�б���м�(x��)�z�顣