1 ǰ��
ijȼ?x��)˾�?00m3Һ��ʯ�⃦͚(ch��)��15�_(t��i)��1996��6��Ͷ���\(y��n)�У�1997��7���״��_(k��i)�ޙz�(y��n),���l(f��)�F(xi��n)��2�_(t��i)��(ch��)�Ĝض�Ӌ(j��)�ӹܽǺ��p���F(xi��n)�Ѽy,��2003��5�µڶ����_(k��i)�ޙz�(y��n)��ͬ���ְl(f��)�F(xi��n)��2�_(t��i)�Ĝض�Ӌ(j��)�ӹܽǺ��p,��1�_(t��i)�˿Ǻ��p���F(xi��n)�Ѽy,������������һ̎�ض�Ӌ(j��)�ӹܽǺ��p�Ѽy�����������Ѽy�a(ch��n)��ԭ��̎���k��,��
2 ��(ch��)���g(sh��)����
��(n��i) ������3000mm
�� ���^22mm,��Ͳ�w20mm
���w���|(zh��)��16MnR
�O(sh��)Ӌ(j��)������1.8MPa
�O(sh��)Ӌ(j��)�ضȣ�-19��+50��
�� �|(zh��)��Һ��ʯ�͚�
�����(l��i)�e��III�(l��i)
3 ȱ����r
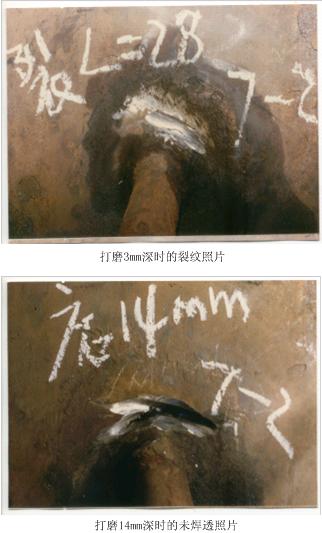
�ض�Ӌ(j��)�ӹ�λ�ڃ�(ch��)���^���²����ӹ�Ҏ(gu��)��馵32��3.5mm,�����Ϟ�20#�o(w��)�p䓹�,����(du��)��ރ�(n��i)����Ǻ��p���ŷ�̽���z��r(sh��)�l(f��)�F(xi��n)�ź��@ʾ����ɰ݆��ĥ,���l(f��)�F(xi��n)�Ѽy,���L(zh��ng)��������U(ku��)չ�����L(zh��ng)62mm,��ĥ����6mm�r(sh��)���F(xi��n)�ն�,���C��(sh��)��δ��,����������Ȧδ��,������14mm������Ƭ��ʾ,��
�҂�?c��)�偠t�����������ڙz�(y��n)��,�����Խ�(j��ng)�������ӹܽǺ��p���F(xi��n)�Ѽy,��й©������a(b��)���ĬF(xi��n)��,��
4 ԭ�����
������������ȫ���g(sh��)�O(ji��n)��Ҏ(gu��)�̡���54�lҎ(gu��)������������Ɖ��������Ľӹܣ������c���w֮�g�Ľ��^�O(sh��)Ӌ(j��)������������r֮һ��,����(y��ng)����ȫ����ʽ��1.���|(zh��)����ȼ���Ԟ�O��Σ���߶�Σ���ĉ�������,��������3.�����(l��i)��������,��������
Һ��ʯ�⃦͚(ch��)�����A����ȼ���|(zh��)��III�(l��i)��������,����˽ӹ��c���w���B�ӽǺ��p��(y��ng)����ȫ����ʽ�������O(sh��)Ӌ(j��)�D������(bi��o)����ȫ���Y(ji��)��(g��u),�������ڌ�(sh��)�H���a(ch��n)��,������S����ֻ��(du��)Ͳ�w�Č�(du��)�Ӻ��p��(y��n)����P(gu��n)����?y��n)���Ҫ�?00%�侀̽������̽���z�飩������(du��)��Щ�ӹܽǺ��p�s��ҕ����,���](m��i)�а��Dʩ��,������_(k��i)�¿ں��Ӷ��](m��i)���_(k��i)�¿ڣ��e(cu��)�`���J(r��n)��ֻ�茢�Ǻ��p��M��ԇ���r(sh��)��й©���f(w��n)�´���,�������Ǻ��p��(n��i)���](m��i)��Ҫ�����o(w��)�p̽���z��,�����ԣ��ډ��������нӹܽǺ��p����δ��,���A����ȱ���Ǻ��ձ�ĬF(xi��n)��,��
���Կ϶�����������������ɺ��ѽ�(j��ng)��(du��)�Ǻ��p���^(gu��)�ŷ�̽����B̽���z��](m��i)�аl(f��)�F(xi��n)�Ѽy,������,�����S��ğ�̎����ˮ��ԇ�(y��n)�Լ�Ͷ��ʹ�ú���|(zh��)�IJ�����bж���^(gu��)����,�����ڏ�(f��)�s�đ�(y��ng)��������,��δ���p���A��ȱ�������ѼyԴ,�����������ˮa(ch��n)���Ѽy,�����S����(y��ng)���IJ���(d��ng)�͕r(sh��)�g��׃�����Ѽy��(hu��)�����?c��i)U(ku��)չ,������γɿ�̽�y(c��)���ı����Ѽy,��
5 ȱ��̎��
5.1 �Ǻ��pδ��Ҳ��Ӱ푵����É��������İ�ȫ��r�ȼ�(j��)�u(p��ng)������?y��n)������¹ʵ��[��,������Σ����Ҳ�ܴ�,�������É��������z�(y��n)Ҏ(gu��)�̡���30�l��������Ҏ(gu��)����(y��ng)����ȫ���Y(ji��)��(g��u)�ĽǽӺ��p��ӹܽǺ��p���](m��i)�в���ȫ���Y(ji��)��(g��u)����Ҫ�܉�Ԫ��,����δ�������ȱ�ݣ������������ľ����g��,���ɶ���3��(j��)����t����4��(j��)��5��(j��),�,������ԣ��z��l(f��)�F(xi��n)�Ѽy�ĽӹܽǺ��p��횷��ϸ�,��
5.2 �Ʌ������·������ޣ�
��̼�����ٻ�ɰ݆��ĥ��������Ѽy,��������_(k��i)�¿�,��������Ĺ�ˇ���ӣ���ǰ�A(y��)�ᵽ100 ��150��,�����l�x��E5015����3.2mm,���������90 ��120A,��늉�22 ��26V������������ʯ�ް�������,�����dzߴ簴�D��Ҫ���GB150-98 ���J �DJ3,��J4,�����^�z��ϸ�������ŷ�̽����B̽����ˮ��ԇ�(y��n)�ϸ��Ͷ��,��
6 �Y(ji��)���Z(y��)
6.1�ӹܽǺ��p���F(xi��n)�Ѽy��Ҫ�Ǵ���δ��,���A����ȱ�ݣ�
6.2 III�(l��i)���������ӹܽǺ��p��횲���ȫ����ʽ,��
6.3��(y��ng)�ӏ�(qi��ng)���������ӹܽǺ��p����,�������^(gu��)�̵ęz�鼰ӛ䛣���Դ�^ץ��,���Ž^�[��,��