ǰ��
�������ǘI(y��)�ǏV����(j��ng)��(j��)��֧���a(ch��n)�I(y��),��Ŀǰȫ�V��������եԭ���� 1000�����ϵ��ǏS98��,�����õ����l(f��)�ޣ��ǏS��Ҫ�����O(sh��)��֮һ,���٢�Q�ቺ���������s��500�_(t��i),��������ʹ�É������ߣ�ͨ�,���0.39MPa����ʹ�Æ�λ��(du��)�䰲ȫ�|(zh��)��δ����������ҕ���P���ڌ�(du��)ʮ���ǏS�@һ��������M(j��n)�ж��ڙz�(y��n)�r(sh��)���l(f��)�F(xi��n)������,�����b��������ʹ�ù����ϴ����^����(w��n)�},���e�����܉�Ͳ�w���S�����a(b��)�ĬF(xi��n)���^���ձ�,���¹ʕr(sh��)�аl(f��)�������ľ͙z�(y��n)�е�һ�_(t��i)���l(f��)���p��̎�_�ѵ������M(j��n)�з���,��ϣ���������(j��)�|(zh��)�����g(sh��)�O(ji��n)���C(j��)��(g��u)���ИI(y��)�������T������ҕ,���ӏ�(qi��ng)�V�����ǘI(y��)���É��������������ȣ������¹��[��,���_�����������İ�ȫ�\(y��n)�С�
1 ���P(gu��n)����(sh��)
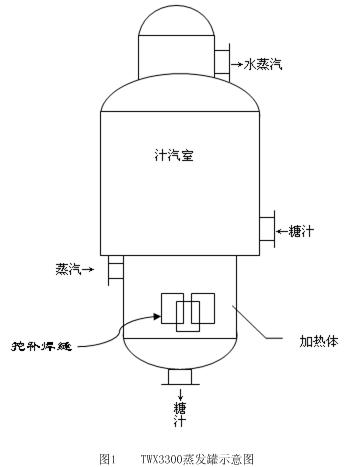
ij�ǏS���l(f��)�Y(ji��)��(g��u)��D1��ʾ,���\(y��n)�Еr(sh��)���d���ؼs450��,���l(f��)�����p�_�ѵļӟ��w�������P(gu��n)���g(sh��)����(sh��)���£�
����Ҏ(gu��)��6000��20��1600 mm ����(n��i)�����ں���ߣ�
�O(sh��)Ӌ(j��)������0.28MPa
�O(sh��)Ӌ(j��)�ضȣ�150��
�O(sh��)Ӌ(j��)���|(zh��)�����̣��������̣ܳ���֭
�Q����e��3300 m2
�O(sh��)Ӌ(j��)���|(zh��)��Q235A
2 �z�(y��n)��r
2.1 ԭʼ�Y�ό�����r
ԓ���ɏV�|ij�ǙC(j��)����S��1994��F(xi��n)��(ch��ng)�M�����,��1995��1����Ͷ�ò��ú��M(j��n)���^(gu��)һ�ξֲ�����,���\(y��n)�����g����Q�ӟ�ܷքe��1998�ꡢ2000���2002���ڼӟ��wͲ�w���M(j��n)���^(gu��)�������a(b��),���ޏ�(f��),������ÿһ�ζ��]���k���ޏ�(f��)�����Ĉ�(b��o)�����m(x��)�����ޏ�(f��)���pҲ�]���M(j��n)���^(gu��)�o(w��)�p̽���z��,��
2.2 ȱ�ݙz����r
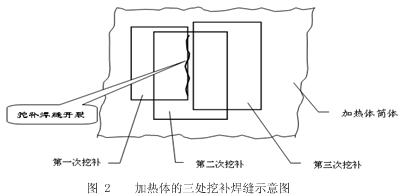
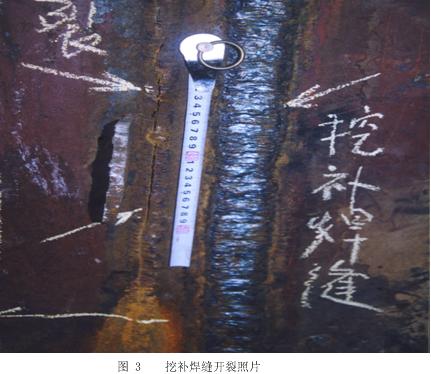
��(j��ng)�z��l(f��)�F(xi��n)�ӟ��wͲ�w���_����̎��دB�ľ��κ��ӉK,����e�քe��550��470mm��600��450mm,��600��520 mm,���_�ײ�λ�ʬF(xi��n)��ʮ�����εIJ��������p�Y(ji��)��(g��u)����D2��ʾ��,�����οĺ��p���^���Ͳ���ֺ��p�e(cu��)߅,��ҧ߅��(y��n)��,�����p�^(gu��)���������_(d��)40mm�������p֮�g�ľ��x�ܽ����s30mm��,������һ�l�v�p�����L(zh��ng)�_(d��) 420 mm���B�m(x��)�Ѽy,���Ѽy�̎�_(d��)2mm���������Ѵ�����D3��ʾ��,�����p�鲻�_�¿ڵĆ��溸,��
3 ԭ�����
����(j��)�F(xi��n)��(ch��ng)�^�쵽����r���P���J(r��n)�錧(d��o)�º��p�_�ѵ�ԭ���ǣ�
3.1 ���p��(qi��ng)�ȵ�,�����ӽ��^�C(j��)е�����_(d��)����Ҫ��,�������_���οוr(sh��)�]���ƶ���(y��n)��ĺ��ӹ�ˇ���z�(y��n)�ֶΣ�20mm���䓰岻�_�¿چ��溸,���������5mm,�����^δ������(qi��ng)���_(d��)����Ҫ��,�����Ϻ��p�e(cu��)߅,��ҧ߅���A���^��(y��n)��,����ʹ���^�ęC(j��)е���ܴ��,��
3.2 ���Ӛ�����(y��ng)�����_���ο��ӕr(sh��),�����ڽY(ji��)��(g��u)���Դ�,����ɘO��ľ�����(y��ng)�����������ں��p�ֲ�������,��ʹ���ӽ��^̎�ڏ�(f��)�s�đ�(y��ng)����B(t��i)֮��,��
�C�����������ڛ]�Ї�(y��n)��Ĺ�����ʩ�ͱO(ji��n)���z�(y��n),����ʹ�����|(zh��)���o(w��)�����C,�����P(gu��n)�I���Ǿ��ο��p���_�¿ڡ����p��(y��n)��δ��,�����p��(qi��ng)�ȵ�,���ں��Ӛ�����(y��ng)��������(y��ng)���������£�ʹȱ�ݔU(ku��)չ�γɴ����Ѽy,���@�ǿv���_�ѵ���Ҫԭ��,��
4 ȱ��̎��
��ԭ���ο�ȫ�������ÿ߅�ٔU(ku��)��100mm�����˱�����F(xi��n)���ϵĺ��ӆ�(w��n)�},����Ͳ�w���_�ב�(y��ng)�ƶ������؇�(y��n)��ĺ��ӹ�ˇ�͙z�(y��n)��ʩ��
��1����ͬһ��λ�_�ײ��ܳ��^(gu��)����,��
��2���_���ĽDz��ܞ�90�㣬��(y��ng)��R100�Ĉ@�,�,��
��3����(du��)��䓰呪(y��ng)�_60���V���¿ڣ��g߅1��2mm,���g϶2��2.5mm,��
��4������Ҏ(gu��)����������Ҫ��
�ٺ�ǰ�м�(x��)�����¿�,�����lҪ���,��
����E4315��E4316�͚�A�Ժ��l��ֱ�����O�Ժ���,��
�۴���æ�3.2mm���l,�������65��75A�����C���溸�p�����,�������Ӵ��æ�4mm�ĺ��l,�������100��110A��
�ܺ��ӌӴΞ�5��6��,��
���Ⱥ��������p,���әM���p���M�����������˵�����ע����Ϩ��λ��Ҫ�e(cu��)�_��,�������Ó�����,���Ԝp�ٺ��ӑ�(y��ng)����
��5������(du��)�_���p�M(j��n)��100%�ij����ʹŷ�̽���z��,���������P(gu��n)��(bi��o)��(zh��n),��
5 ���h
5.1 ���l(f��)�ތ���I������������܇�(gu��)�Ұ�ȫ�O(ji��n)����طN�O(sh��)��,�����O(sh��)Ӌ(j��),�����죨�M���������b,��ʹ�á��z�(y��n),����������Ⱦ���(y��ng)��(y��n)���(zh��)�С�����������ȫ���g(sh��)�O(ji��n)��Ҏ(gu��)�̡���Ҏ(gu��)��,�����ڷN�Nԭ��Ŀǰ�V�������ИI(y��)������I(y��)�ډ�������ʹ�ù������治��Ҏ(gu��)��,����(d��o)�°�ȫ�¹ʕr(sh��)�аl(f��)��,���ИI(y��)�������T��(y��ng)�ӏ�(qi��ng)���P(gu��n)��Ҏ(gu��)��������ʹ������������������������܉��
5.2 ���h�|(zh��)�����g(sh��)�O(ji��n)�����T�ӏ�(qi��ng)�����ИI(y��)�����É�����������,������h(hu��n)��(ji��)�İ�ȫ�O(ji��n)������,��ʹ�Æ�λ�������������É�������,���䷽��횰�������������ȫ���g(sh��)�O(ji��n)��Ҏ(gu��)�̡�Ҏ(gu��)���k���(b��o)�����m(x��),���|(zh��)�����g(sh��)�O(ji��n)�����T��(y��ng)ί�о�������(y��ng)�Y���偠t���������z�(y��n)���g(sh��)�C(j��)��(g��u)��(du��)�����������ȫ�^(gu��)�̌�(sh��)�бO(ji��n)���z�(y��n),���Դ_����ȫ�|(zh��)��,��
5.3 ���h�O(sh��)Ӌ(j��)���T���O(sh��)Ӌ(j��)���l(f��)�ޕr(sh��)�����]�ӟ��w�ļӟ�ܲ��ò��P䓲���,���ĸ����Ͻ�Q����|(zh��)���gй©���轛(j��ng)�����Q�ӟ��,����Ͳ�w���_�������ס��Ć�(w��n)�}����(du��)���ڽ�(j��ng)��(j��)�l�������ƶ�����̼䓲��ϼӟ�ܵ����l(f��)��,����(y��ng)�ڼӟ��w���O(sh��)Ӌ(j��)һ��(g��)�����\(y��n)�����g����,���Q�ܵ��˿ף��������ס������ɏĸ������������a(b��)�F(xi��n)��,��
5.4 �z�(y��n)��λ���ڙz�(y��n)ԓ����É��������r(sh��),���ע��z��ӟ��w��λ�����l(f��)�F(xi��n)�����a(b��)�F(xi��n)����֛]���k�����P(gu��n)��(b��o)�����m(x��)��,����(y��ng)����(j��)���w��r���Ԕ��(x��)�z�(y��n),���������������Ĵ�ʩ��