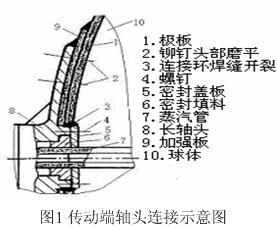
0 ǰ��
�������켈���I(y��)���Ɲ{�O(sh��)��,�����������|(zh��)����ʹ�ò���(d��ng)�����ԭ����ʹ�켈����ը�¹ʕr�аl(f��)��,��2002��8�V���M�hһ���켈�S���������w��(y��n)�ظ��g�l(f��)����ը�¹ʣ�����ը�ѳɎK�w�������Ľ���,��܇�g����,������ش�ؔ(c��i)�a(ch��n)�pʧ��2006��2���҂���ԓ�S����ɂ������M(j��n)��ȫ��z�(y��n)�r,���l(f��)�F(xi��n)���Ӷ��L�S�^�ܷ��w���c���w�O���B�ӵĭh(hu��n)���p�_��,���T��^��ĥƽʧЧ�����p���F(xi��n)������g���,����ĥ�p�p����ȱ��,�����ȱ��Ҳ����Ժ����팦�켈����ȫ��z�(y��n)�аl(f��)�F(xi��n)�^�ࡢ�����͵�ȱ��,�����ĸ���(j��)�˴�2������ęz�(y��n)��ȱ���ޏ�(f��)��r,�������ȱ�ݵij����M(j��n)�з������������(y��ng)���A(y��)����̎�팦�߹�������
1 �O(sh��)��śr
2������?y��n)�ZJQ������,��1995��10���ɺ���ij���������S����,��ʹ�Æ�λ��2001�����һ���켈�Sُ�ز���(f��)�á��������Ҫ���g(sh��)����(sh��)���£��O(sh��)Ӌ(j��)������0.88MPa,���O(sh��)Ӌ(j��)�ضȣ�178�� ,����߹���������0.8MPa�������ضȣ�175�� ,�����|(zh��)������,���AҺ������,����(n��i)����3650mm,���ݷe��25m3���ں�16mm,�����|(zh��)�����w��Q235-B,���L�S�^��ZG25-123,��
2 �z�(y��n)��r
����������M(j��n)�к��^�z��r���l(f��)�F(xi��n)���Ӷ��L�S�^�ܷ��w���c���w�O����B�ӭh(hu��n)���p��Ȧ�_��,���Ѽy�L�_(d��)1000mm,���ɶ˘O�巶����(n��i)60�w�T��е�55�w�T��^���ѽ�(j��ng)ĥƽʧЧ��ȱ�ݲ�λҊ�D1,��
�ý���ɰ݆�C(j��)���Ѽy��λ�M(j��n)�д�ĥ,����(d��ng)��ĥ4��6mm����Ѽy��ʧ������֮����Ȧ���p����δ��,��δ�ۺϺ͊A��ȱ��,��
3 �������
3.1 �Ѽy�ij���
�����켈������Ӷ��L�S�^�ܷ��w���c���w�O����B�Ӻ��p�����a(ch��n)���Ѽy[1��3]���Ѽy���γ��c�䱾���ĽY(ji��)��(g��u)���c(di��n)�P(gu��n)ϵ����,���ɏ����ׂ�������������:
��1���O(sh��)Ӌ(j��)������,��ԓ�Y(ji��)��(g��u)���O(sh��)Ӌ(j��)���ܛ]�������O(sh��)Ӌ(j��)�ߵ������ҕ���ӏ�(qi��ng)��,���O���c�L�S�^���ܷ��w����B�Ӳ��Dz�ȡȫ���ĺ��p�Y(ji��)��(g��u)�����p�|(zh��)���]�����_Ҫ��ͱ��C,��
��2������S��ҕԓ���p�ĺ����|(zh��)��,��������������O(sh��)Ӌ(j��)�Y(ji��)��(g��u)���������S�^�ܷ��w���c���w�O����B�Ӻ��p��횳��ܴܺ�ă�(n��i)����(y��ng)���ͼ��Б�(y��ng)��,������Ť����Ҫ���Tᔳ���,��ԓ���p����ҪĿ���Ƿ�ֹ����{���M(j��n)��Ӻϲ��������g��ֻҪԓ���p������؞����ȱ�ݼ���ϸ�,���������S��ԓ���p�ĺ����|(zh��)����ҕ�̶Ȳ���[1],��δ�_���ϸ���¿ڣ������,�����p�|(zh��)����,���ڌ�ԓ���p�M(j��n)�з����^���У��Ϳ��l(f��)�F(xi��n)���p��(n��i)���Ї�(y��n)�ص�δ���͊A��ȱ��,��
��3�����N��(y��ng)�����Ɖ�,���켈����������Y(ji��)��(g��u)���c(di��n)��������r�Լ��O(sh��)Ӌ(j��)�����ԭ��ʹԓ��λ��(y��ng)����(f��)�s�Ҿ��б��^�ߵđ�(y��ng)��ˮƽ,���нY(ji��)��(g��u)���B�m(x��)�a(ch��n)���đ�(y��ng)��,���M�b�a(ch��n)���đ�(y��ng)������������đ�(y��ng)��,���\(y��n)�й��r���ز����Ľ�׃��(y��ng)��,������Ť�خa(ch��n)���đ�(y��ng)���ȡ����w��(n��i)�����L���ڸߜ����c���g���|(zh��)���|,������ʹ��(y��ng)�����в�λ�a(ch��n)����(y��ng)�����g�Ѽy,��
3.2 �T��^ĥƽ�ij���
��1�����g����,��ʹ�Æ�λԭ��һֱʹ�á����@�������a(ch��n)��һ��ǰ�Ÿ��á��A�������a(ch��n),���A���Ɲ{�ĸ��g���^�,����ᷨ�Ɲ{,�������ǡ����@�����Ɲ{,����ʹ�����(n��i)�ڰl(f��)������e�ĸ��g[3]���������\(y��n)���^����,������ˎҺ�еā������@(NH4)2SO3��H2O]�c�����е�ľ�ذl(f��)�����W(xu��)����(y��ng),��ʹ����Һ�е�pHֵ���ͣ����ϑ�(y��ng)���͛_ˢ������ʹ�������(n��i)���γɻ��W(xu��)ԭ늳�,��ꖘO�����ܽ�,����(d��o)�������(n��i)����IJ��ฯ�g�p�������ߺ��p���F(xi��n)������g���,����(j��)���P(gu��n)�Y�Ϝy��,��һ����r��̼䓲��������������ʹ���ڡ����@�����Ɲ{���丯�g��ĥ�p���ʼs2��3mm/��[4],����(j��)���C,��ԓ�����w����ֲ����g��(y��n)����2004��3���M(j��n)���^���a(b��)�������ɴ��Ɣ�,�����|(zh��)���gҲ���T��^����ĥƽ��(d��o)��ʧЧ����Ҫԭ��֮һ,��
��2���_ˢĥ�p�������(n��i)��������Ҫ������,�����ӵ��w�S�켈?ji��n)���,���@Щ���Ͼ���һ����Ӳ�ȣ������,�������ɳ���s�|(zh��),����(d��ng)�����D(zhu��n)�ӕr�����������c�T�?sh��)������\(y��n)��,�����T��^���������(n��i)����,�����ܵ��ě_ˢ���Ⱥ�ĥ�p�̶ȴ����塣ͬ�r�����T�λ���������ڸ���,���ܵ��������L�ڛ_ˢҲ��ʹ�T��^��ĥ�p�ӿ�,��������������ˮ�r���@�N�_ˢĥ�p�����(y��n)��,��
4 ȱ���ޏ�(f��)
�鱣������İ�ȫʹ��,�����z�����ȱ�ݱ�����ޏ�(f��)̎���������طN�O(sh��)�䰲ȫ�O(ji��n)��l����,��������������ȫ���g(sh��)�O(ji��n)��Ҏ(gu��)�̡������P(gu��n)Ҫ��,�������λ�������ȡ��D�����ω������������Y��Ć�λ,��ʩ��ǰ횵���(d��ng)?sh��)��طN�O(sh��)�䰲ȫ�O(ji��n)��C(j��)��(g��u)�k���������������������֪��������������������M(j��n)���͉�ԇ�(y��n),���ϸ���������Ͷ��ʹ��,��ȱ�ݵ��ޏ�(f��)�ɰ����·����M(j��n)�У�
��1���B�ӭh(hu��n)���p�Ѽy��������
a.��̼�����ٻ����ɰ݆�C(j��)�����Ѽyȱ�ݣ����_���ϸ�ĺ����¿�,������¿��܇�20��30mm������(n��i)��������,�����ۺ�ˮ�ݵȣ�ֱ��¶�����ٹ��,��
b.��p�ٺ��ӑ�(y��ng)��,����ֹ�a(ch��n)����Ӳ�M�����l(f��)�����Ѽy����ǰ����������Ȳ�����A(y��)��,���A(y��)�᷶�����¿ڃɂ�(c��)��80��100mm,���A(y��)��ضȞ�130��150�档
c.�����ֹ�늻���,��ֱ�������C(j��),�����ӣ����l�x��E4303,ֱ����3.2mm,���決�ض�300��400��,�����������110��130A��
d.�����Ӻ��ĺ��p,��ÿһ�Ӻ�����횏ص��������N�����p�p�ٺ��ӑ�(y��ng)��,��Ȼ����һ�Ӻ��p,�����������Ȳ��ӟᵽ500��600��,���w��ʯ�ް徏��,��
e.�a(b��)�����24С�r���a(b��)����λ�M(j��n)�дŷ�̽���z��,������JB/T4730.4-2005��(bi��o)��(zh��n)��ϸ�,��
��2���T��^���ޏ�(f��)��
a.�ý���ɰ݆�C(j��)���Tᔅ^(q��)��ĥ��¶�����ٹ�ɣ���ԓ��λ����օ^(q��)��D2��ʾ,��
b.�x��E4303,����4.0mm���l�����150��170A,��������օ^(q��)�Č��Ǿ��M(j��n)�����S�Ѻ�����D1��15��Ѻ����,��ÿ�ӶѺ���Ȳ�����3mm���Ѻ�ֱ����ԭ�T��^ֱ����5��10mm,���Ѻ��߶Ȳ�����ԭ�T��^���ĸ߶�,��
5 �A(y��)����ʩ������
ᘌ����ϳ������,���Y(ji��)�ό�(sh��)�`��(j��ng)�(y��n)����������A(y��)����ʩ������,��
��1�������L�S�^�ܷ��w��͘O����B�Ӻ��p�_�ѿɲ�ȡ�����A(y��)����ʩ��
a.���M(j��n)���^�Y(ji��)��(g��u),���������O(sh��)Ӌ(j��)�r���h��ԓ̎�Ğ錦�ӽ��^��ȫ���ĽY(ji��)��(g��u),����D3��ʾ,�����ӽY(ji��)����횽�(j��ng)����̽���z��ϸ�
b.���C�����|(zh��)��,������SҪ��ҕ�@�����p�ĺ����|(zh��)��,���x�������ʩ������������Ҏ(gu��)���������x���^С�ĺ��Ӿ�����,�������N��,���A(y��)��ͺ��ع�ˇ�������ӑ�(y��ng)�����|(zh��)�z���T��(y��ng)�Ѻ�ÿ��������|(zh��)���z���P(gu��n),�����C�����|(zh��)��,��
c.�����ˆT��횇�(y��n)���²������������S��ʹ�Å���(sh��)���\(y��n)��,���Q���ܞ�����������ٶ�����ؓ(f��)�������Ӊ��\(y��n)��,����t���ӿ��O(sh��)���ƣ���Ɖġ�
��2�����ڷ�ֹ�T��^ĥ�pʧЧ�ɲ�ȡ�����ߣ�
a.���TᔸĞ������,���ɶ��^����Ǻ�,��
b.�������(n��i)�����L�̡��ܶ����˵Ē��,����������c���(n��i)�ڵ������\(y��n)��,��������������ɳ���N�s��ĺ������p�p��ɳ���N�s������(n��i)�������ĥ����,��
c.���������Ʒ�|(zh��),������������ˮ�ě_ˢĥ�p��
d.���ÉA���Ɲ{�M(j��n)������,���Ԝp�ٝ{�ϵĸ��g,�����Lʹ�É���������á������������a(ch��n),����(y��ng)���÷�����ʩ,���ɲ��ò��P䓷�ĩ��Ϳ���g(sh��)�@�NĿǰ��õķ�����ʩ
[4]��